|
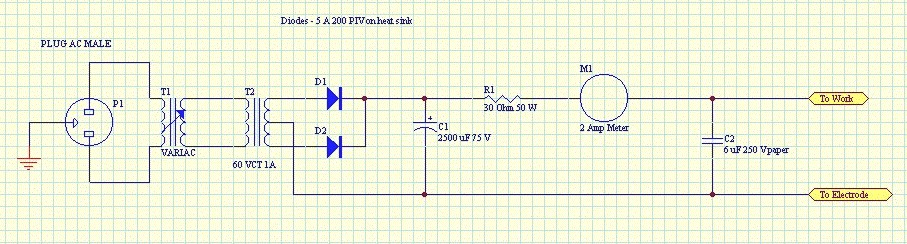
The power supply I threw together was quite simple.
A variac (variable autotransformer) is used to adjust
output voltage. A 200 Watt variac (1-2 Amps at 110 V)
is quite adequate. A step-down transformer, which
provides isolation, is the next component. The one
I used was center-tapped, allowing the use of 2
rectifiers. If your choice of transformer does not
have the center tap, or the voltage is too low when
using it, you could use a bridge rectifier on the
two outer connections of the secondary to get higher
voltage. A filter capacitor provides smoothing of
the DC voltage produced. A resistor allows the
electrode to short to the work without blowing
fuses, and also moderates the flow of current from
the raw DC supply to the EDM capacitor and electrode.
Choose a resistance that will cause a short circuit
current at least twice the desired EDM current at
the selected voltage. Then, make sure the wattage
is sufficient to prevent the resistor burning up
during a few seconds of short circuit. With the
DC supply set to 30 Volts, a short would draw
approximately 1 Amp, and since P=I^^2 * R, that is
about 30 W, using a 30 Ohm Resistor. The ammeter
shows current into the EDM capacitor. The EDM
capacitor delivers short bursts of very high current
whenever the insulating film of the EDM fluid gets
very thin between the electrode and workpiece.
|